Guitar Tuner Drill Jig Instructions
Tuner installation instructions using the Guitar Tuner Drill Jig.
The Guitar Tuner Drill Jig is designed for drilling accurately spaced and aligned pegholes for installing plate guitar tuning machines. This drill jig can be used on either paddle type or slotted style guitar necks. Once the initial holes are drilled, they can be used just as they are (without bushings) or enlarged to fit any of a large number of peghead bushings, sealed tuners with screw in bushings or larger string posts like classical tuners have. Each jig has two hole patterns to accomodate different spacings. 1. Lay out the location of the string posts on the front face of the peghead. Make sure you are using the correct side of the jig for the spacing you want. For three-on-a-side tuners the baseplates are usually not located parallel to each other, but run parallel to the outer edges of the peghead. Be conscious of how this layout will transfer to the peghead back. You don't want the plates to extend beyond the edge of the wood or where the back of the peghead starts to curve into the neck. Six-on-a-side will also run parallel to the edge, which is usually straight, and in most cases the holes run along a line that is 1/2" from the edge. 2. Transfer these hole locations to the back of the peghead. Draw three lines, each connecting the centers of the holes directly across the peghead from each other. If you want the tuners to mount symmetrically on the neck, these lines need to be at right angles to the centerline. Square up from the back to meet the three cross lines on each side, and connect those lines to make three lines across the back of the peghead. 3. Draw a line, parallel to the edge of the peghead, which is one-half the width of the baseplate, plus .046" (3/64"). This will keep the baseplates from hanging over the edge of the peghead. Draw a pair of straight lines, tangent to those lines, that give the tuners a pleasing "look" and functional location. 4. Place the sharp pointed transfer pins through the outer holes of the jig, and position the points on the peghead where the corresponding peg hole centers are marked. With the tip of the pins pressed into the wood, slide the jig down the pins to contact the peghead. The pins should hold the jig positioned while you clamp it to the back of the peghead. 5. We recommend clamping the jig to the back of the peghead, placing a scrap back-up block on the face and drilling the holes from the back. This method keeps the holes square to the back of the peghead where the plate will sit flat, and the back-up block prevents splintering when the drill tip comes through. 6. If using a hand drill, hold the drill loosely and let the jig guide the bit for squareness. If using a drill press, the table will require blocks or shims to level a tapered peghead. If possible, always start each hole by turning the drill bit in reverse first, then go forward to drill the hole. This helps prevent chip-out of the wood or the peghead finish, and allows better centering of the bit in the jig holes. 7. With the jig clamped onto the peghead, drill one of the outside holes. Place one of the steel alignment pins in that hole and drill the other outside hole. Place the second alignment pin in that hole so that the two outside holes are pinned, then drill the remaining hole. This technique will really make a difference in the accuracy of your holes, and in the way the tuners will work. 8. Test-fit the tuners. If the drilling is done properly, the tuners will have a close fit. Force should not be needed to seat the tuners completely into the peghead. 9. The string post holes can now be drilled and reamed for the peghead bushings. Ream a few holes in scrap wood to verify the proper depth and diameter, and mark the reamer accordingly. Each bushing should press in, with only a moderate amount of pressure needed to seat it completely. 10. Once the tuner and bushing holes are made properly, and the tuners fit nicely into the peghead, turn your attention to drilling the mounting screw holes. These holes must be drilled concentric to the holes in the baseplates; otherwise they can put stress on the gear mechanism, and cause the tuners to perform below their potential. First use a drill bit that is the same size as the mounting holes in the baseplate to make starter holes for the final size drill. Hold the tuner baseplates in place on the peghead, and use their holes to locate and drill starter holes about 1/32" deep. Follow this with a 5/64" drill bit to drill for the mounting screw threads (this is the most common size, but be sure to check your screws to confirm). A piece of tape wrapped around the bit will function as a stop to prevent inadvertently going through the front side of the peghead. The smaller bit will stay centered on the pilot holes, to keep the mounting screws concentric to the baseplate holes. 11. The last step is to mount the tuning machines to the peghead with the screws provided with the tuners. 1. The guitar Tuner Peghead Drill Jigs can also be used for slotted pegheads. In this case you will need to either have the slots cut or have them laid out on the peghead. It is customary to have the group of three holes placed in the middle of the slot. Make sure you are using the correct side of the jig for the spacing you want. Mark the edges (or the centers) of the holes on the drill jig and transfer those marks 90° to one of the adjacent undrilled faces. These marks will allow you to better locate the jig precisely. 2. Position the drill jig on one edge of the peghead. Center the hole marks you just made on the slot (you can also lay out the holes on the slots so these marks can be lined up with the marks on the jig). Now center the jig on the peghead edge. Note that the jig will be thicker than the peghead, so it should extend equal amounts above and below it. 3. Clamp the jig to the edge of the peghead. Double-check the jig location to be sure that the holes will be in the right spot along the slot, and that the holes are centered on the edge of the peghead. Readjust if necessary. 4. If the slots are already cut in the peghead, make blocks to insert into the slots to prevent drill bit chip-out. The blocks need to be long enough to cover all holes, wide enough to fit firmly in the slot without falling out, and be as thick as the peghead. After drilling, push the blocks out and throw them away. 5. Drill one of the end holes first and place a steel alignment pin into that hole through the jig. This will anchor the jig to the peghead and prevent any tendency for it to shift. Drill the other end hole and pin it as well. Finally drill the other holes, shifting the position of the clamp when necessary. If you are using a drill press, it will be necessary to make an angled block to support the opposite peghead edge, so that the edge to be drilled is held parallel to the drill press table. If you are using a hand drill, hold the drill loosely and let the jig guide the bit in order to maintain squareness. Start by running the drill in reverse, so that the bit will go into the jig without cutting away any of the jig material. This will also make a spot on the peghead edge for the bit to center on. Use a tape stop on the drill bit to control the depth. 6. If you are using steel string tuners, you are done at this point. Using our 10mm piloted reamer, you can enlarge these holes for classical string rollers. It is advised that you leave the plug in the slots (see Step 4) if you intend to enlarge the holes. 7. Once the tuner holes are made properly, and the tuners fit nicely into the peghead, turn your attention to drilling the mounting screw holes. These holes must be drilled concentric to the holes in the baseplates. See Step 10 in the previous section for drilling concentric mounting screw holes. 8. The last step is to mount the tuning machines to the peghead with the screws provided with the tuners.Tools you'll need:

Paddle-style Necks
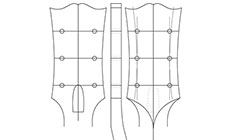


Slotted-style Necks


